La máquina de fundición a presión, en cierta medida, debido a las ventajas de la precisión del tamaño y la suavidad de la superficie de los productos, generalmente no requiere procesamiento mecánico sino uso directo o una pequeña cantidad de procesamiento, por lo que no solo mejora la tasa de utilización del metal, sino que también reduce mucho de equipos de procesamiento y horas de trabajo.
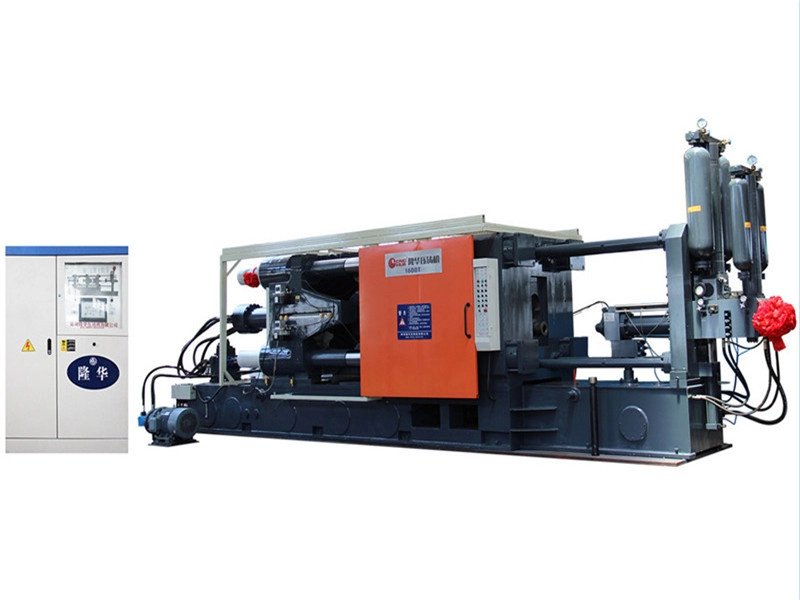
Máquina automática de fundición a presión de aluminio 500T

Reglas de operación segura para la máquina de fundición a presión de aleación de aluminio
1. La máquina de fundición a presión de aleación de aluminio antes de arrancar, primero debe colocar el mango de la válvula de alivio de presión en la posición de alivio de presión, hasta que el motor funcione normalmente, y luego suelte el mango de la válvula de alivio de presión.
2. La máquina de fundición a presión de aleación de aluminio debe calentar el modelo a la temperatura especificada antes de disparar, y luego se puede presionar en la solución de metal.
3. Se debe usar un deflector protector en el punto de contacto de la superficie de separación del molde y la puerta. Los operadores deben usar gafas protectoras. El operador no debe pararse en el lado opuesto del contacto de la superficie de separación. Evite lesiones por salpicaduras de líquidos metálicos.
4. No acerque fuego directo al tanque de combustible. Se debe aplicar refrigeración por agua cuando la temperatura del tanque exceda la temperatura de funcionamiento especificada del equipo.
5. Se deben usar herramientas al retirar las piezas fundidas y los elevadores de fundición de los moldes de fundición a presión. Después de quitar la pieza fundida, los residuos de metal adheridos al molde y el orificio de aire deben eliminarse a tiempo.
6. Cuando finalice el trabajo, se debe detener la bomba de aceite y cerrar todas las válvulas. Si el horno de aislamiento se usa para el aislamiento de líquido metálico, apague la fuente de alimentación y detenga el equipo de ventilación en el horno de aislamiento.
Serie LH de tabla de parámetros estándar (500 t)
Artículos | Unidad | Especificación |
Presión de trabajo hidráulica | MPa | 14 |
Fuerza de sujecion | KN | 5000 |
Espacio entre barras de unión | mm | 760*660 |
Diámetro de la barra de unión | mm | 140 ¢ |
Carrera de apertura del troquel | mm | 450 |
Fuerza de inyección (intensificar) | KN | 450 |
Distancia de lanzamiento del émbolo | mm | 250 |
Posición de inyección | mm | 0 -- 220 |
Diámetro del émbolo | mm | 70¢----90¢ |
Carrera de inyección | mm | 580 |
Presión de fundición (intensificar) | MPa | 135/117/92 |
Protrusión de la brida de fundición | mm | 15 |
Diámetro de la brida de fundición | mm | 130 |
(40Mpa) Área máxima de fundición menos de 4 0Mpa | CM2 | 1209 |
Peso de inyección (Al) | Kg | 6.9 |
Altura del troquel (Min--Max) | mm | 300~800 |
Fuerza de expulsión | KN | 240 |
Eyector Steoke | mm | 140 |
Capacidad del motor | Kw | 22 |
Dimensiones de la máquina (L*W*H) | m | 7,7*2,1*3,1 |
Peso referencial de la máquina para levantar | T | 20 |
Capacidad del tanque de aceite | L | 1200 |
NOS reservamos el derecho de realizar cualquier mejora técnica sin previo aviso.
Servicio de preventa
Al proporcionar a los clientes servicios de preventa de presupuesto de inversión, planificación de plantas y otras formas, la planificación de los clientes es razonable, estandarizada y ahorra costos.
1. Presupuesto de inversión: selección de máquinas de fundición a presión y ajuste y presupuesto de equipos auxiliares
2. Planificación de la planta: proporcione el tamaño de instalación de la base del equipo, el diseño del equipo, la ventilación del taller, el escape, el transporte de agua, el cableado, los servicios de diseño del equipo de elevación.
3. Proporcione información de varios equipos auxiliares de fundición.


Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier