La máquina de fundición a presión de cámara fría debe tener cierto margen en términos de rendimiento, parámetros, eficiencia y seguridad para garantizar un rendimiento, productividad y seguridad satisfactorios.
Artículo del producto
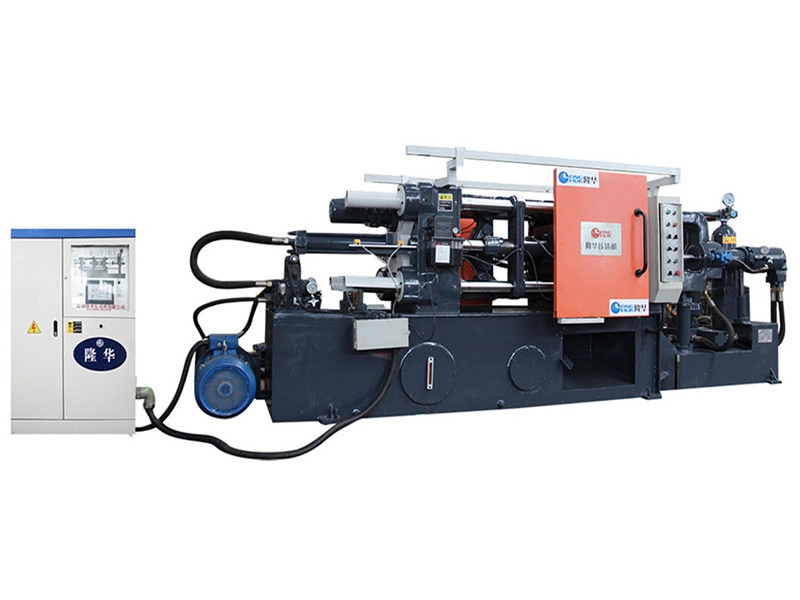
Máquinas de fundición a presión completamente automáticas para producir piezas de fundición de aluminio (LH-180T)
La máquina de fundición a presión, en cierta medida, debido a las ventajas de la precisión del tamaño y la suavidad de la superficie de los productos, generalmente no requiere procesamiento mecánico sino uso directo o una pequeña cantidad de procesamiento, por lo que no solo mejora la tasa de utilización del metal, sino que también reduce mucho de equipos de procesamiento y horas de trabajo. Precio de lanzamiento fácil; La fundición a presión combinada se puede utilizar para otros materiales metálicos o no metálicos. Ahorra tiempo de montaje y metal.


SERIE LH DE TABLA DE PARÁMETROS ESTÁNDAR (LH-180T)
ARTÍCULOS | UNIDAD | ESPECIFICACIÓN |
PRESIÓN HIDRÁULICA DE TRABAJO | AMP | 14 |
FUERZA DE SUJECION | KN | 1800 |
ESPACIO ENTRE BARRAS DE ACOPLAMIENTO | MM | 480*450 |
DIÁMETRO DE LA BARRA DE ACOPLAMIENTO | MM | ¢85 |
CARRERA DE APERTURA DEL TROQUEL | MM | 380 |
FUERZA DE INYECCIÓN (INTENSIFICAR) | KN | 270 |
DISTANCIA DE LANZAMIENTO DEL ÉMBOLO | MM | 130 |
POSICIÓN DE INYECCIÓN | MM | 0 -- 140 |
DIÁMETRO DEL ÉMBOLO | MM | 50 ¢----70 ¢ |
CARRERA DE INYECCIÓN | MM | 350 |
PRESIÓN DE FUNDICIÓN (INTENSIFICAR) | AMP | 112/78/57 |
SALIENTE DE LA PARTE DE FUNDICIÓN | MM | 10 |
DIÁMETRO DE LA BRIDA DE FUNDICIÓN | MM | 110 |
ÁREA MÁXIMA DE CASTING BAJO 40MPA | CM2 | 450 |
PESO DE INYECCIÓN (AL) | KG | 2.4 |
ALTURA DEL TROQUEL (MIN--MAX) | MM | 200~550 |
FUERZA DE EXPULSIÓN | KN | 110 |
CARRERA DEL EXPULSOR | MM | 80 |
CAPACIDAD MOTORES | KW | 15 |
DIMENSIONES DE LA MÁQUINA (L*A*A) | M | 5,22*1,4*2,35 |
PESO MÁQUINA REFERENCIAL PARA ELEVACIÓN | T | 6.7 |
CAPACIDAD DEL TANQUE DE ACEITE | L | 600 |
PS:NOS RESERVAMOS EL DERECHO DE REALIZAR CUALQUIER MEJORA TÉCNICA SIN AVISO ADICIONAL
El procedimiento de trabajo de la máquina de fundición a presión de cámara fría
1. Cierra el molde.
2. Vierta el líquido metálico en la cámara de presión manualmente o de otra manera.
3. El punzón superior se mueve hacia abajo a una velocidad de disparo más baja, ingresa a la cámara de prensa y alcanza el nivel de líquido metálico justo en contacto con él.
4. El punzón superior cambia a una velocidad de inyección más alta para presionar hacia abajo, mientras que el punzón inferior se mueve hacia abajo sincrónicamente con el punzón superior a una distancia relativa con el metal líquido en la sección central.
5. Cuando el punzón actual se mueve hacia el orificio de la boquilla de salida durante la operación, la parte inferior del paso hacia abajo se apoyará, de modo que el punzón superior e inferior presionen el líquido metálico y lo rocíen al orificio de la boquilla (parte del directo). corredor) a alta velocidad.
6. El líquido metálico ingresa a la cavidad del molde desde la puerta interior a través del canal recto compuesto por boquilla, cubierta de la puerta, orificio de cono de molde fijo y desviador.
7. Después del llenado, el punzón superior aún mantiene cierta presión hasta que el líquido metálico en la cavidad del molde se solidifica por completo en la parte de fundición a presión 1; el bebedero y el líquido metálico en la cámara de prensa se solidifican en el bebedero recto y la torta residual, respectivamente.
8. Levantamiento y reinicio del punzón superior; al mismo tiempo, el punzón inferior se mueve hacia arriba para cortar la torta residual que aún está conectada con la puerta recta.
9. Continúe elevando el punzón inferior, levante la torta residual hasta la parte superior de la cámara de presión y retírela manualmente o por otros medios;
10. El punzón inferior se reajusta hacia abajo para tapar el orificio de la boquilla.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X





















 Gold Supplier
Gold Supplier









{kind=link}
{kind=link}